



詳細介紹
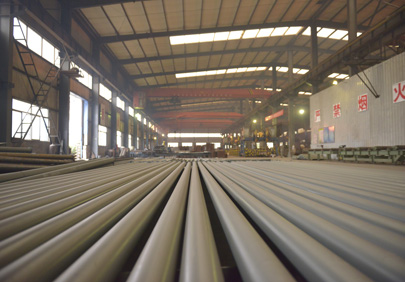
重鋼加工工藝較為復雜,主要是厚板開坡口全熔透及半熔透焊接時,焊縫熱輸入較大,焊縫組織收縮變形大,構件整體變形大,對原材料質量及下料、組立、裝配的精度以及焊接的順序等要求極為嚴格。
重鋼加工過程中,主要控制點是原材料檢驗、坡口、打底、填充、雙絲、多絲埋弧焊、火焰矯正、二次組立工序、全程檢驗等工序。
一、原材料檢驗:重鋼多采用中厚板制作,中厚板在軋制過程中容易出現夾層、夾渣等內部缺陷,入庫對40mm及以上的厚板進行UT檢驗,確認夾層、夾渣等內部缺陷在規范范圍內。并嚴格按熙GB50205取樣做力學試驗。重慶某高層大廈,厚板箱型柱在安裝多層后,下部箱型柱焊縫開裂,經取樣分析,為鋼板分層所致,不得以將整棟大樓工程爆破拆除。
二、坡口:坡口的質量直接影響焊縫的質量與力學性能。坡口質量在相關規范、規程中有明確要求,但是受操作者技藝、設備的選型、切割氣體的純度、壓力等諸多方面的影響。如果坡口角度、割痕、平面度、鈍邊等出現不同程度的缺陷,則需要在補焊之后進行打磨修整。
三、打底:為保證焊接質量,防止埋弧焊擊穿,焊縫應首先進行打底焊封底。打底焊的外觀質量直接影響到焊縫的焊接質量。
四、填充:由于板厚,焊縫的填充量很大,采用埋弧焊直接填充熱輸入太大,造成焊接的變形很難控制,需要多次試驗才能確定相應的工藝參數,所以通常采用氣體保護焊分段、分面進行填充。
五、雙絲、多絲埋弧焊:由于板厚,焊縫的填充量很大,手工焊接填充后焊縫表面成型無法滿足規范要求及客戶對外觀質量的要求,所以采用埋弧焊蓋面以保證焊縫的外觀質量,可以使用雙絲、多絲埋弧焊直接填充蓋面。
六、火焰矯正:火焰矯正是重鋼加工中的核心技術之一。為保證材料的力學性能,低合金結構鋼在同一處僅可火焰矯正一次,矯正溫度不得超過9000C.水冷、氣溫較低時采取相應的保溫措施緩慢降溫。重鋼結構復雜且厚板焊接變形較大,對矯正操作工的技藝要求極為嚴格,矯正工需熟練地通過鋼板紅熱顏色確定溫度,并且掌握不同構件不同的變形形式的火焰矯正順序、矯正點、矯正方式等。為保證一次矯正,通常采用兩支以上烘槍同時加熱。
七、二次組立工序:十字柱是重鋼構件中常見的結構形式。十字柱由一支H型鋼與兩支T型鋼組合而成,但直接制備T型鋼,完成T型鋼埋弧焊后,嚴重變形則無法矯正。通常是H型鋼腹板在下料時中心線間斷切割,H型鋼制備完成校正后,剖開腹板成為T型鋼,對T型矯正后腹板開坡口后進行十字組立。十字組立沒有專用設備,全部手工完成,操作危險性很高。要求冷做工技藝極為熟練。
八、全程檢驗:通常工藝要求重鋼在完成焊接后,室溫冷卻24小時,使焊縫組織在室溫環境中已釋放大部分內應力后進行檢測,發現不合格焊縫立即采用碳弧氣刨去除不合格的焊縫組織,用磨光機打磨滲碳層至金屬光澤,用壓縮空氣吹凈廢渣、鐵屑、灰塵等雜質,重新焊接室溫冷卻24小時后重新進行檢測,合格后用磨光機打磨光滑,之后表檢質檢員檢查焊縫外觀質量,合格后流入下一工序。
重鋼加工過程中,主要控制點是原材料檢驗、坡口、打底、填充、雙絲、多絲埋弧焊、火焰矯正、二次組立工序、全程檢驗等工序。
一、原材料檢驗:重鋼多采用中厚板制作,中厚板在軋制過程中容易出現夾層、夾渣等內部缺陷,入庫對40mm及以上的厚板進行UT檢驗,確認夾層、夾渣等內部缺陷在規范范圍內。并嚴格按熙GB50205取樣做力學試驗。重慶某高層大廈,厚板箱型柱在安裝多層后,下部箱型柱焊縫開裂,經取樣分析,為鋼板分層所致,不得以將整棟大樓工程爆破拆除。
二、坡口:坡口的質量直接影響焊縫的質量與力學性能。坡口質量在相關規范、規程中有明確要求,但是受操作者技藝、設備的選型、切割氣體的純度、壓力等諸多方面的影響。如果坡口角度、割痕、平面度、鈍邊等出現不同程度的缺陷,則需要在補焊之后進行打磨修整。
三、打底:為保證焊接質量,防止埋弧焊擊穿,焊縫應首先進行打底焊封底。打底焊的外觀質量直接影響到焊縫的焊接質量。
四、填充:由于板厚,焊縫的填充量很大,采用埋弧焊直接填充熱輸入太大,造成焊接的變形很難控制,需要多次試驗才能確定相應的工藝參數,所以通常采用氣體保護焊分段、分面進行填充。
五、雙絲、多絲埋弧焊:由于板厚,焊縫的填充量很大,手工焊接填充后焊縫表面成型無法滿足規范要求及客戶對外觀質量的要求,所以采用埋弧焊蓋面以保證焊縫的外觀質量,可以使用雙絲、多絲埋弧焊直接填充蓋面。
六、火焰矯正:火焰矯正是重鋼加工中的核心技術之一。為保證材料的力學性能,低合金結構鋼在同一處僅可火焰矯正一次,矯正溫度不得超過9000C.水冷、氣溫較低時采取相應的保溫措施緩慢降溫。重鋼結構復雜且厚板焊接變形較大,對矯正操作工的技藝要求極為嚴格,矯正工需熟練地通過鋼板紅熱顏色確定溫度,并且掌握不同構件不同的變形形式的火焰矯正順序、矯正點、矯正方式等。為保證一次矯正,通常采用兩支以上烘槍同時加熱。
七、二次組立工序:十字柱是重鋼構件中常見的結構形式。十字柱由一支H型鋼與兩支T型鋼組合而成,但直接制備T型鋼,完成T型鋼埋弧焊后,嚴重變形則無法矯正。通常是H型鋼腹板在下料時中心線間斷切割,H型鋼制備完成校正后,剖開腹板成為T型鋼,對T型矯正后腹板開坡口后進行十字組立。十字組立沒有專用設備,全部手工完成,操作危險性很高。要求冷做工技藝極為熟練。
八、全程檢驗:通常工藝要求重鋼在完成焊接后,室溫冷卻24小時,使焊縫組織在室溫環境中已釋放大部分內應力后進行檢測,發現不合格焊縫立即采用碳弧氣刨去除不合格的焊縫組織,用磨光機打磨滲碳層至金屬光澤,用壓縮空氣吹凈廢渣、鐵屑、灰塵等雜質,重新焊接室溫冷卻24小時后重新進行檢測,合格后用磨光機打磨光滑,之后表檢質檢員檢查焊縫外觀質量,合格后流入下一工序。


產品中心
熱門排行榜HOT

經典案例






























































榮譽資質HONOR

鋼結構工程承包質量認證

鋼結構加工質量認證

建筑施工總承包叁級資質

營業執照

山西省質量信譽A級企業
鋼結構工程承包貳級資質
鋼結構與空間結構會員單位

安全生產許可證
安全生產標準化證書
安全生產標準化三級企業

AA級信用度企業


常見問題QUESTION



